 nắp hố ga gang cầu
nắp hố ga gang cầu
Kiểm tra chất lượng tấm sàn grating
- Trang chủ
- /
- Công nghệ đúc
- /
- Kiểm tra chất lượng tấm sàn grating
Kiểm tra chất lượng tấm sàn grating
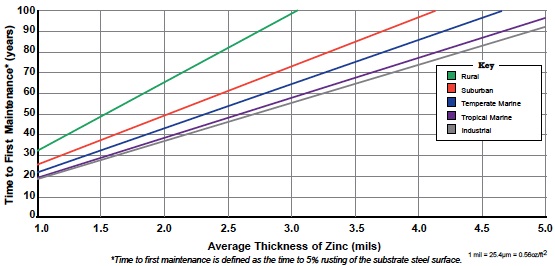
Đối với các sản phẩm của mạ kẽm nhúng nóng, độ bền của lớp bảo vệ, khả năng chống chọi với các môi trường khác nhau là tính năng đặc biệt quan trọng. Đối với bất cứ môi trường nào, tuổi thọ của lớp bảo vệ luôn tỉ lệ thuận với độ dày của lớp kẽm phủ. Do đó độ dày lớp kẽm phủ là một yêu cầu quan trọng trong các đặc điểm kỹ thuật, nó giúp ta bước đầu có thể hình dung được tuổi thọ của hệ thống bảo vệ chống ăn mòn.
- Biểu đồ tuổi thọ của lớp bảo vệ trong các môi trường khác nhau theo độ dày của lớp kẽm phủ. Ta có thể hiểu rằng, thời điểm bảo trì lần đầu tiên được định nghĩa là thời gian mà 5% bề mặt sản phẩm bị gỉ.
Độ dày của lớp kẽm phủ chỉ là một trong nhiều yêu cầu đặc điểm kỹ thuật trong quá trình kiểm tra. Các yêu cầu khác bao gồm: độ bám dính, diện mạo và màu sắc khi hoàn thành.
- Kiểm soát quá trình tẩy rửa:
+ Kiểm soát nồng độ hóa chất liên tục và ghi nhật ký mỗi 30 tấn sản phẩm.
+ Kiểm tra nồng độ hóa chất các bể nước rửa mỗi ngày. Việc thoát tràn các bể nước được duy trì liên tục.
+ Bơm nước sạch rửa trên không công suất lớn.
- Kiểm soát quá trình trung hòa và tạo lớp bám dính:
+ Duy trì nồng độ và nhiệt thích hợp bể hóa chất trung hòa để đảm bảo sản phẩm trước khi mạ không còn đọng hóa chất là nguy cơ gây gỉ sét.
+ Kiểm tra nồng độ chất tạo sự bám dính của kẽm liên tục sau mỗi 30 tấn sản phẩm.
- Kiểm soát quá trình mạ kẽm:
+ Xác định nhiệt độ bể kẽm thích hợp với từng loại sản phẩm.
+ Xác định và cài đặt tự động tốc độ của monorail và cầu trục để mạ cho từng loại sản phẩm.
- Kiểm tra thành phẩm:
+ Ngoại quan:
- Lớp kẽm phủ đều bề mặt.
- Lớp kẽm không bị tróc, dộp hoặc không có xỉ kẽm trên bề mặt.
- Kẽm không đóng cục, không có chỗ lồi ảnh hưởng đến sử dụng.
- Những lỗ có đường kính lớn hơn 12.5mm không bị đọng kẽm.
+ Kiểm tra độ dày: theo yêu cầu và theo tiêu chuẩn ASTM A123 và ASTM A153. Có một số hướng dẫn chung để giảm các lỗi và đảm bảo tính chính xác được đưa ra khi sử dụng các công cụ đo độ dày nam châm (được quy định trong ASTM E376):
.png)
- Hiệu chỉnh thường xuyên, sử dụng các tiêu chuẩn màng hoặc miếng chêm không phải nam châm và đặt các giá trị dưới độ dày mong đợi.
- Không nên đo gần mép, lỗ hay góc bên trong.
- Nên tránh đo trên các bề mặt lượn sóng.
- Điểm đo nên nằm ở những vùng bình thường của bề mặt lớp mạ.
- Thực hiện ít nhất 5 lần đo để đạt được một giá trị tốt đại diện cho toàn bộ mẫu đo.
- Việc đo lường các sản phẩm lớp thường nên được thực hiện ít nhất 100mm kể từ mép để tránh các hiệu ứng mép.
- Các lần đọc số đo nên cách càng xa càng tốt.
+ Độ bám dính:
Sử dụng mũi dao với áp lực đủ lớn để cắt lớp mạ kẽm với khuynh hướng bóc ra một phần lớp mạ kẽm. Độ bám dính được xem như không đạt yêu cầu nếu lớp mạ bị bong ra dưới dạng lớp ở trước mũi dao để lộ phần kim loại bên trong. Lưu ý: Không thử nghiệm ở rìa hoặc góc của sản phẩm.
+Kiểm tra độ uốn:
Lớp kẽm mạ trên thép thanh phải chịu được độ uốn mà không bị bong tróc khi kiểm tra độ uốn với các quy chuẩn kỹ thuật trong ASTM A143. Có nhiều hình thức kiểm tra có thể sử dụng để đánh giá tính mềm dẻo của thép khi uốn. Một hình thức kiểm tra có thể xác định được bán kính hay đường kính tối thiểu yêu cầu để uốn được. Một hình thức kiểm tra khác có thể gồm việc uốn nhiều lần để xem vật liệu đó có chịu được lực uốn mà không bị hỏng khi được uốn với một góc và bán kính cho trước hay không.
Cốt thép thường được uốn trước khi mạ. Các thanh thép cường lực được uốn nguội trước khi mạ kẽm HDG nên được sản xuất sao cho đường kính uốn bằng hoặc lớn hơn giá trị trong ASTM A 767/A 767M. Tuy nhiên, các thanh thép cường lực có thể được uốn tới một đường kính chặt hơn các giá trị quy định nếu chúng được loại bớt lực nén ở nhiệt độ 900 đến 1050 độ F (480 đến 560°C) trong một giờ đối với mỗi inch (25mm) đường kính.
+Kiểm tra cromat:
Quy chuẩn kỹ thuật để xác định sự hiện diện của chromat trên bề mặt kẽm là ASTM B201. Hình thức kiểm tra này bao gồm nhỏ vài giọt dung dịch chì axetat lên bề mặt sản phẩm, chờ 5s và xoa nhẹ chúng ra. Nếu dung dịch này tạo thành các vết tích tụ màu tối hay màu đen thì có sự hiện diện của kẽm không bị ôxy hóa do đó chứng minh có sử hiện diện của chromat.
+Kiểm tra tính giòn:
Khi nghi ngờ một sản phẩm có thể bị giòn vỡ, cần phải kiểm tra một nhóm nhỏ các sản phẩm này để đo độ dẻo của chúng. Các kiểm tra này thường không có tác dụng gì với sản phẩm cũng như lớp mạ. Các sản phẩm tấm sàn grating nghi ngờ giòn dễ vỡ sẽ được kiểm tra theo quy chuẩn ASTM A 143. Dựa trên điều kiện tiếp xúc với môi trường của sản phẩm, có thể thực hiện một trong 3 hình thức kiểm tra này. Các kiểm tra độ giòn này sử dụng một lực nhất định để tạo ra một áp lực thấp hơn khả năng chịu uốn cong của sản phẩm. Nếu có vết rạn hoặc hỏng hóc trong quá trình kiểm tra thì sản phẩm sẽ bị loại.
- Thiết bị kiểm tra:
+ Bộ thiết bị đo nồng độ axit.
+ Máy đo độ dày lớp kẽm Ecolmeter 456(A456FBS), giấy CNKĐ số: KT3-1775DDO

Các bài viết khác
Nghành đúc khuôn nhôm tại Việt Nam
Quy trình sản xuất nắp hố ga bằng lò trung tần
Quy trình làm khuôn nắp hố ga
Lựa chọn Công Nghệ Hàn Gang
Giới thiệu kỹ thuật hàn gang
“Giữ lửa” lò đúc đồng trăm năm giữa phồn hoa Sài Gòn
Lò đúc gang nắp hố ga
Tại sao phải chọn mạ kẽm nhúng nóng
Quy trình và công nghệ mã kẽm nhúng nóng
CÔNG NGHỆ ĐÚC BÁN LỎNG
Nghành đúc gang Thái Nguyên nhu cầu lớn !
Công nghệ làm nguội nhanh nắp gang
Quy trình đúc nắp hố ga gang Thành An
Công nghệ đúc chân không
Đặc tính công nghệ Mạ kẽm nhúng nóng tấm sàn grating

